宝贝详情

 概述:
概述:
该系列采用国际先进的高精度高稳定,配以ASIS高性能放大电路,经过数千次疲劳冲击,高,低温循环老化及精密的数字温度补偿工艺,再经过不锈钢全封焊(激光焊接)精制而成。
高质量的传感器,严格的校验工艺,及完善的装配工艺确保了该产品的优异品质。特别适合用于对液压、气压等介质的压力进行测量,甚至用于恶劣环境如污水、蒸汽、轻度腐蚀性、气体测量。
砌底解决客户的各种需要。

特点:
■不锈钢隔离膜片一体化结构,可适应恶劣环境
■小体积,高精度,高性价比,高稳定性
■0~0.5~100MPA
■多种标准信号输出选择,用户调试方便
■防雷击,抗电磁/射频干扰
■供电电源范围宽(5~40V)
■无灌充液体,受温度影响极小
典型应用:
液压气压控制
楼宇自控,恒压供水
冶金,机械,环保
技术性能医疗,真空设备
石化管道测压
自控系统和测试系统

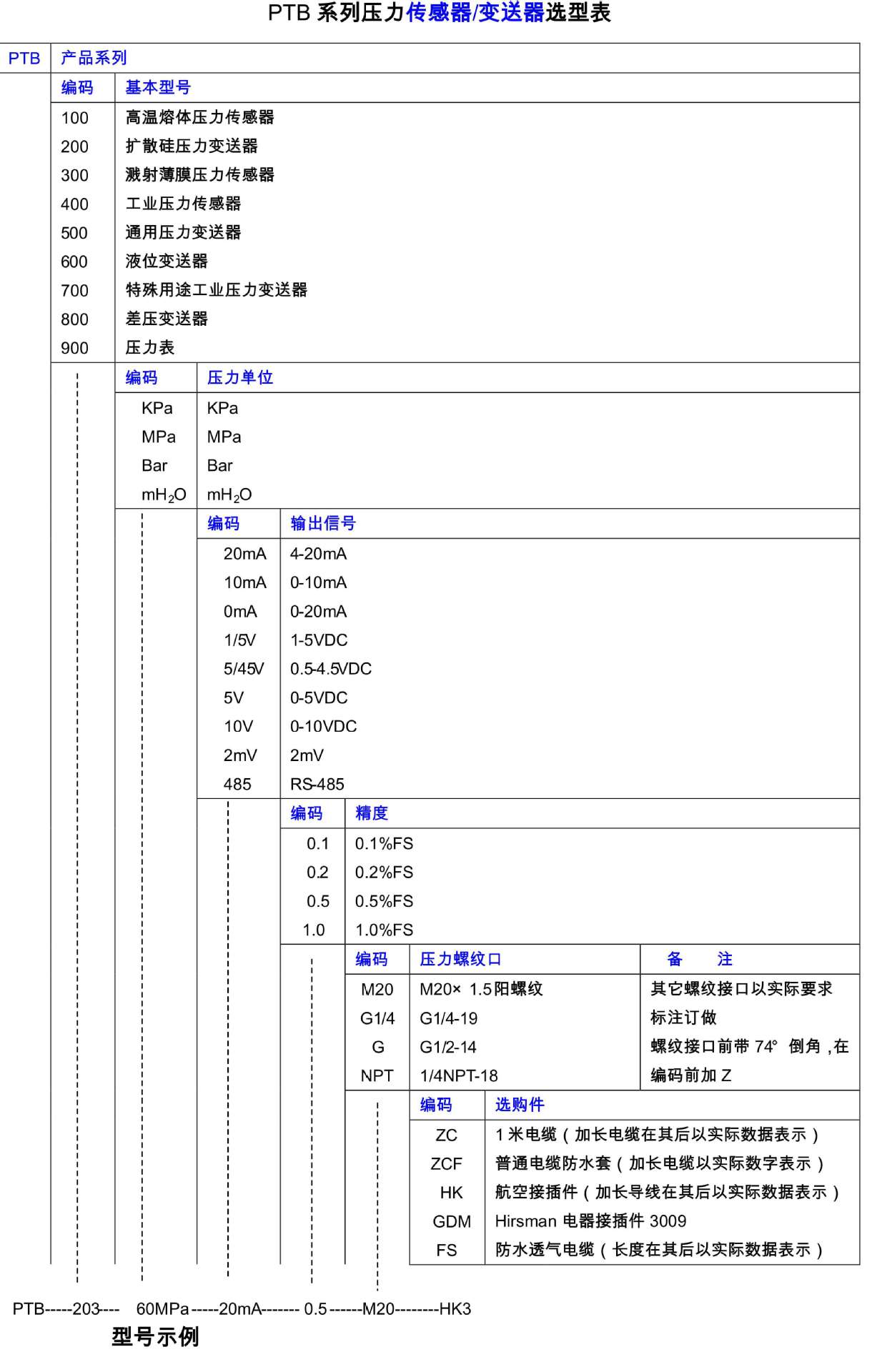
量 程 : 0~0.1~100MPa 任意可选
准 确 度 : ±0.5%FS(包括非线性重复性迟滞性在内的综合误差)
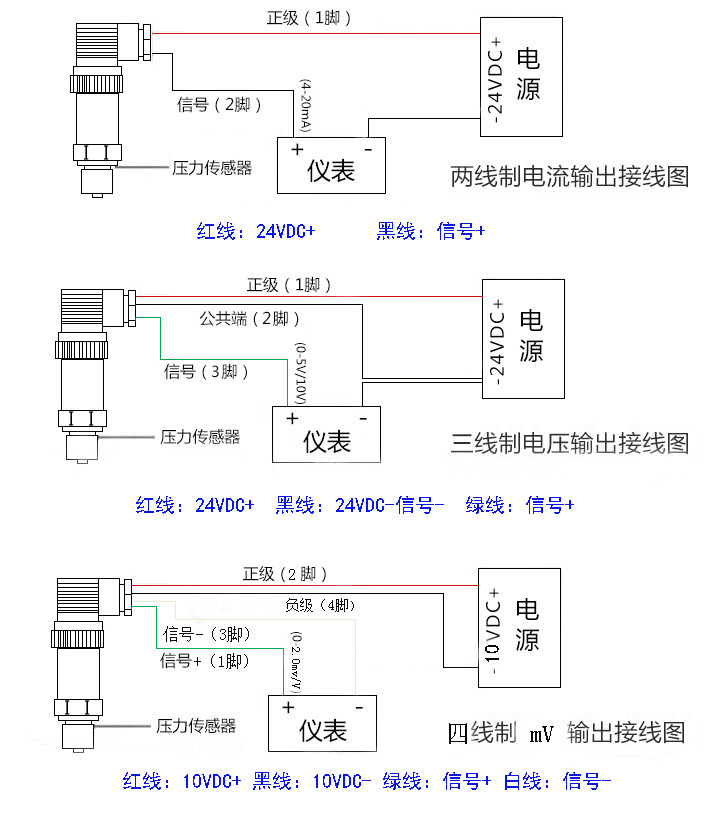
输 出 信 号: 4~20mADC(两线制)、0~10mADC、0~20mADC、0.5~4.5VDC、0~5VDC、1~5VDC、 0~10VDC(三线制)
供 电 电 压: 5~40VDC(两线制),15~40VDC(三线制)
介 质 温 度: -40℃~200℃ -20℃~400℃ -20℃~600℃
环 境 温 度: -30℃~105℃
零 点 温 度 漂 移: ≤±0.02%FS℃
量 程 温 度 漂 移: ≤±0.02%FS℃
补 偿 温 度: 0~80℃
安 全 过 载: 150%FS℃
极 限 过 载: 200%FS℃
响 应 时 间: 5 mS(上升到90%FS)
振 动 影 响: 对频率为10~100KHZ,加速度为10g,全部影响小于±0.1%FS
测 试 介 质: 与17-4PH不锈钢兼容的各种液体,气体
外 壳 材 料: 304或 316不锈钢
长 期 稳 定 性: ≤±0.2%FS/年
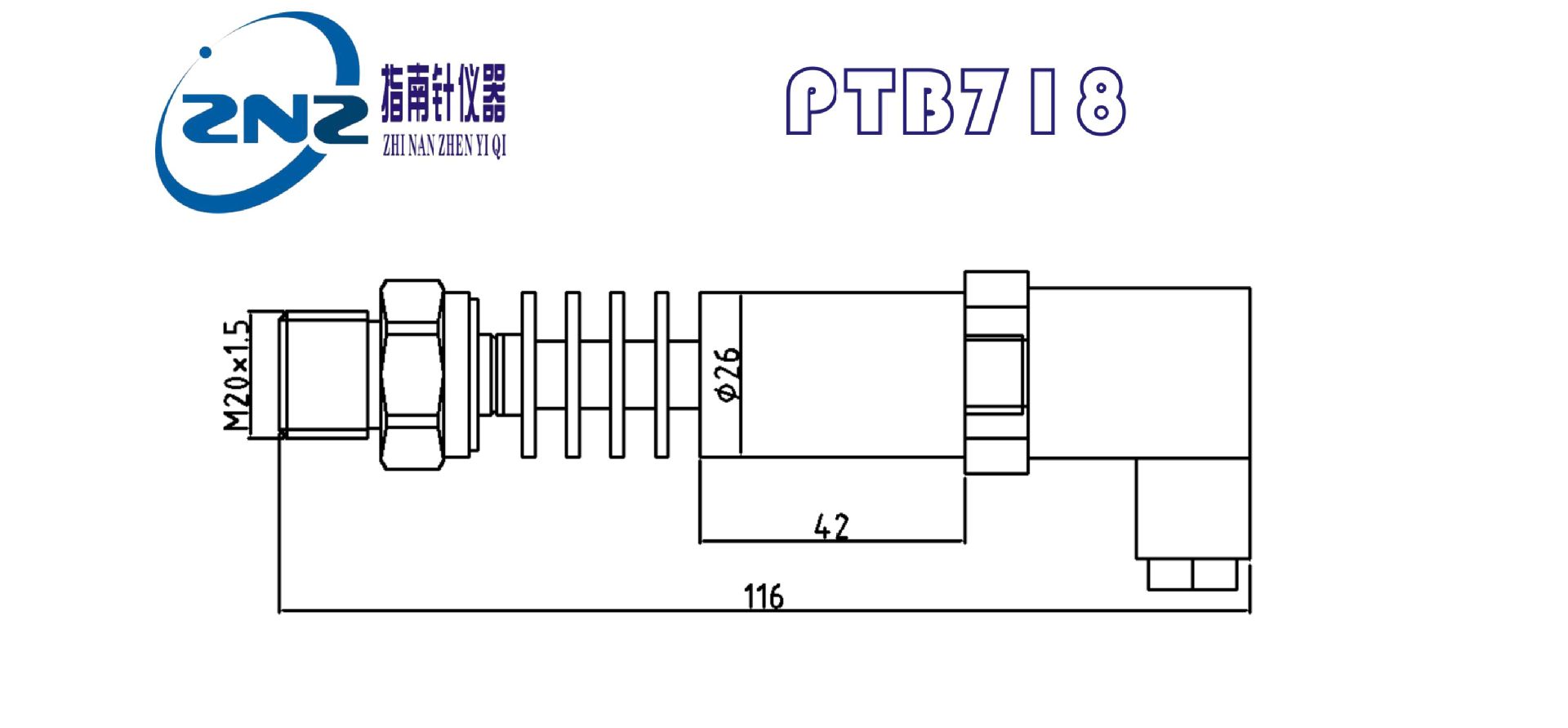
压 力 连 接: M20*1.5 M22*1.5 M16*1.5 M1*1 NPT1/4 NTP1/2 NTP3/8 G1/8G1/2 G1/4
G3/8 1/2-20UNF等,其它螺纹可依据客户要求设计
电 气 连 接:密封端子直接引线,四芯航空接插件,赫斯曼3009连接器






某发动机工厂缸体线在项目初期,规划使用德国进口的全自动卧式数控加工中心生产线,共线生产H4四缸缸体和H3三缸缸体,两种缸体在长度方面相差54mm,高度相差9mm。在共线生产的策略中,这类多种产品之间的换型是需要考虑的一大问题。

图1 四缸(左)、三缸(右)缸体示意图
Part.1 现有夹具夹紧定位方式
在发动机工厂,四台加工中心夹具均采用一面两销的定位方式,夹具上共有3个定位销,4个定位面。具体操作中存在着如下问题:
气路切换的问题
换型时只需切换#3和#4的气路,如图2所示。如操作人员忘记切换,设备气检值会超出正常范围,设备无法运行,从而确保设备不会发生故障。

图2 换型时的气路
挡停装置
由于两种缸体长度不同,需要更换到位挡停的装置(见图3)。此装置如果忘记换型,设备会有报警信息提示,无动作运行,保护设备在异常情况下不会发生故障。

图3
夹紧头的换型
需要对H3与H4顶面夹紧头进行换型。由于长度方向相差较大,原设计需要将顶面的#7号夹紧头拆卸后,旋转180°进行安装,在此状态下才能加工H3,如图4所示。若操作员工失误忘记旋转此夹紧头,设备将无报警,加工中心正常运行,会造成主轴或刀具与夹紧头发生干涉,导致设备损坏。

图4 夹紧点的对比
前两项换型内容设备发生故障的风险均较小,第三项换型内容风险最大,极易造成设备故障。我们对此夹紧头的设计进行分析后做出更改设计,提高了换型效率,在生产过程中有可能发生的问题得到预防和解决,减少了设备停机时间并降低了维修成本。
Part.2 夹紧结构的分析
夹紧机构的顶面采用1个液压缸驱动3个连接杆,对缸体实施夹紧,夹紧力为7MPa。原设计H4夹紧点最大相距284mm,H3夹紧点最大相距226mm。在分析和设计夹紧方案时,应从5个方面入手:夹紧力的方向、大小、作用点、作用顺序以及夹紧原件的结构或其组合。

工件夹紧方案的改进分析
工件夹紧有两方面的要求,一是稳定性要好,保证工件在整个动态切削过程中不会发生运动,始终保持静力平衡,且要有足够的抗振性;二是有限形变,夹紧力和切削力会使工件发生变形,必须有严格的要求以保证形变限制在公差范围内。

图5
改进方案计划,将H4靠近后端面的夹紧点位置改为与H3一致,以达到不需要换型的目的,若更改夹紧点位置,H4夹紧点比原位置向里缩短58?mm,需要对比H3加工后端面的切削力与H4加工后端面的切削力。若在夹紧力范围内,不会对工件造成移动,方案可行。
Part.3 夹紧头优化方案分析
如图6所示,夹紧头#7与连接杆使用螺栓进行连接,夹紧头#7为对称结构,与连接杆由左右两处凹槽进行限位。

图6 夹紧机构
新方案将连接杆更改为只有一处凹槽,夹紧头#7加工为只有一处凸起与凹槽进行配合,如方向错误则无法进行安装。

图7 新设计夹紧头及连接杆
依据上述分析,加工参数将对加工质量会产生重大影响。但两种机型使用的参数一致,加工过程受力较类似,更改夹紧头设计后质量变差的风险较小,加工稳定性对比如图8所示。

图8 更换夹紧头前后的位置度对比
综上,对于柔性化生产线,换型内容需要有设计防错或设备报警防错;对于差异较大的产品进行共线生产,需提前分析加工内容的排布、刀具的挑选以及加工参数的制定。
