
 概述:
概述:
该系列采用国际先进的高精度高稳定,配以ASIS高性能放大电路,经过数千次疲劳冲击,高,低温循环老化及精密的数字温度补偿工艺,再经过不锈钢全封焊(激光焊接)精制而成。
高质量的传感器,严格的校验工艺,及完善的装配工艺确保了该产品的优异品质。特别适合用于对液压、气压等介质的压力进行测量,甚至用于恶劣环境如污水、蒸汽、轻度腐蚀性、气体测量。
砌底解决客户的各种需要。

特点:
■ 不锈钢隔离膜片一体化全焊接结构,可适应恶劣环境
■小体积,高精度,高性价比,高稳定性
■0~0.2~500mH2O
■多种标准信号输出选择,用户调试方便
■ 防雷击,抗电磁/射频干扰
■防潮,防结露功能
■供电电源范围宽(10~40V)
典型应用:
液压气压控制
楼宇自控,恒压供水
冶金,机械,环保
技术性能医疗,真空设备
石化管道测压
自控系统和测试系统

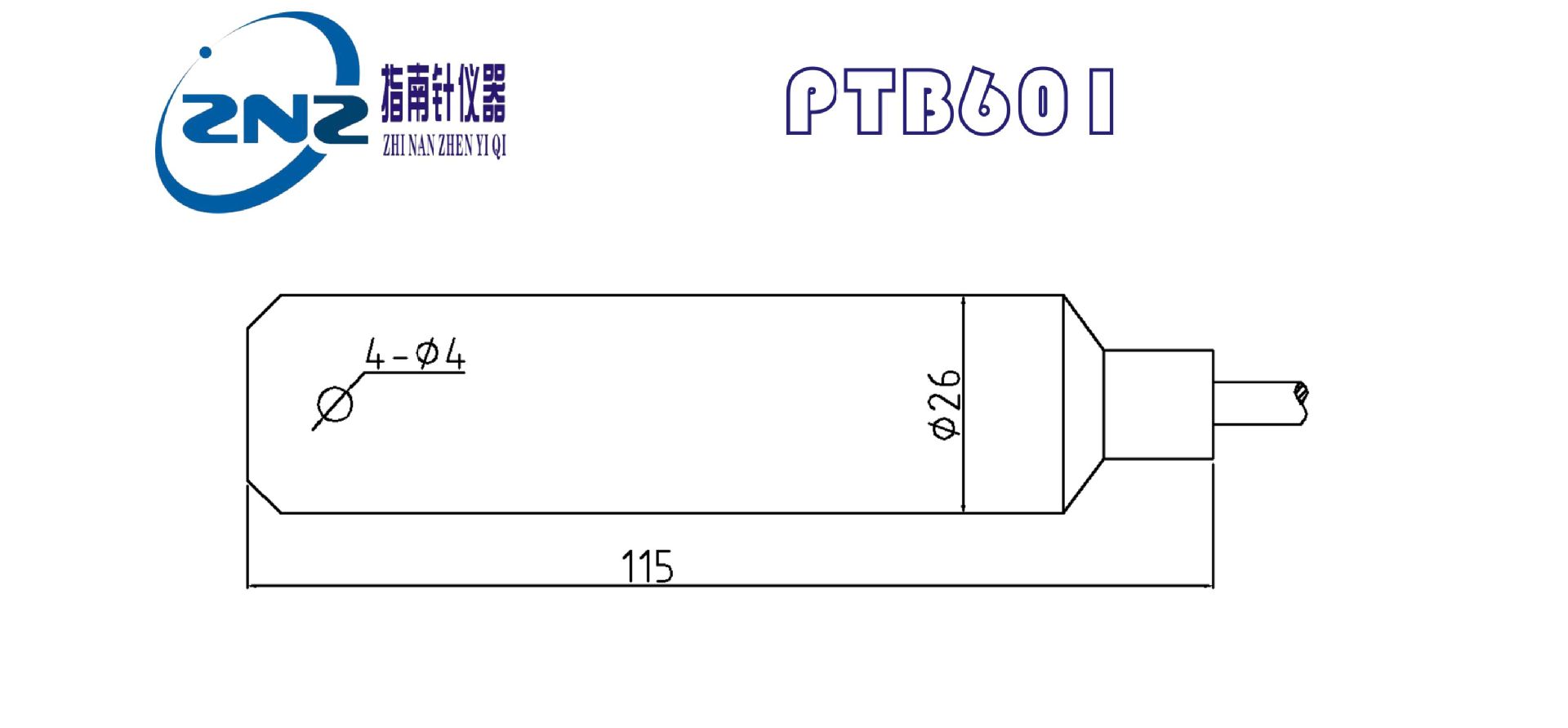
量 程 : 0~0.2~500mH2O 任意可选
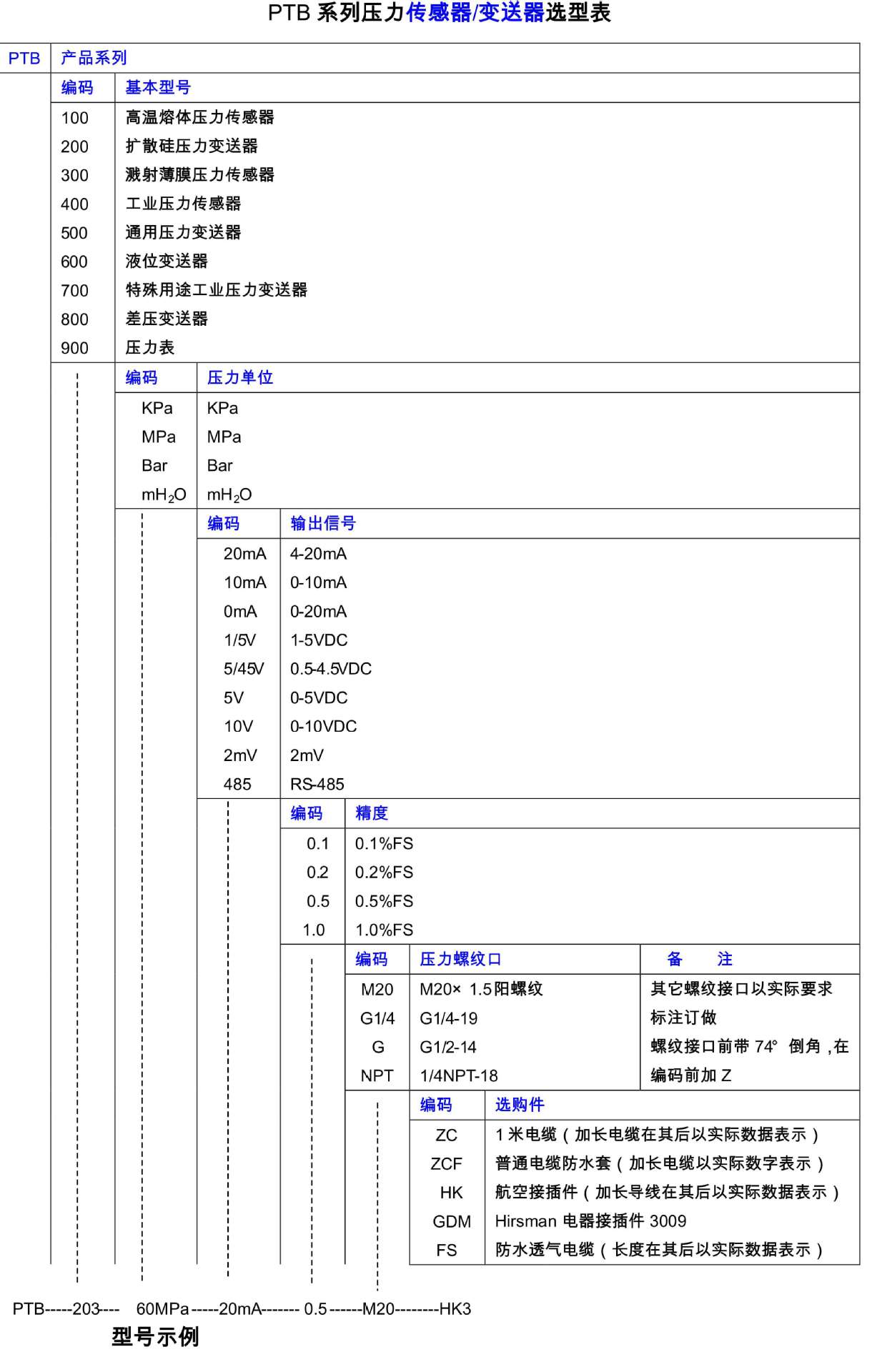
准 确 度 : ±0.2%FS、±0.5%FS(包括非线性重复性迟滞性在内的综合误差)
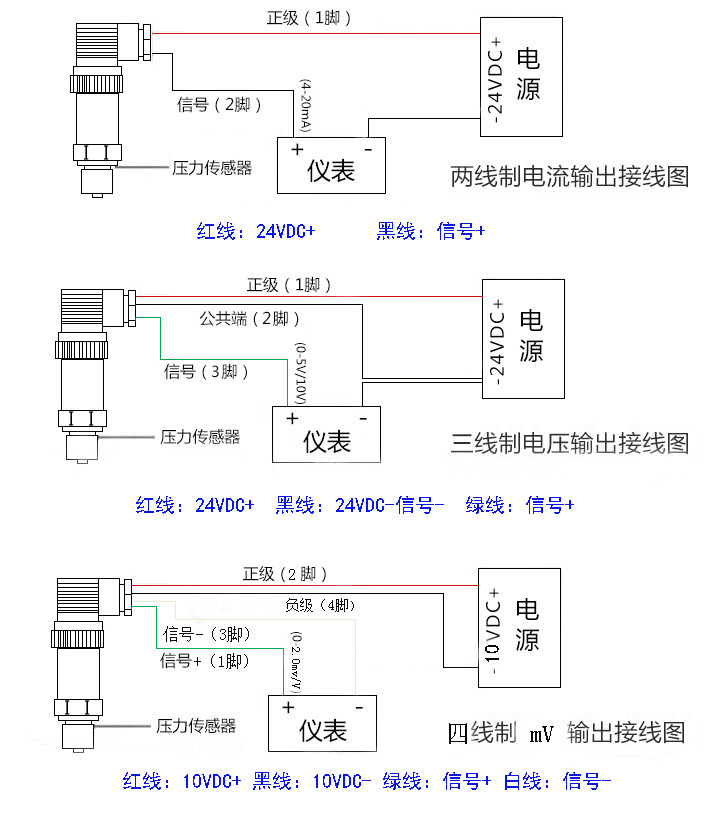
输 出 信 号: 4~20mADC(两线制)、0~5VDC、1~5VDC、0~10VDC(三线制)
供 电 电 压: 24VDC(10~40VDC)(两线制)
介 质 温 度: -20℃~85℃
环 境 温 度: -20℃~85℃
零 点 温 度 漂 移: ≤±0.02%FS℃
量 程 温 度 漂 移: ≤±0.02%FS℃
补 偿 温 度: 0~70℃
安 全 过 载: 150%FS
极 限 过 载: 200%FS
响 应 时 间: 5 mS(上升到90%FS)
测 试 介 质: 与316不锈钢兼容的各种液体
外 壳 材 料: 304或 316不锈钢
长 期 稳 定 性: ≤±0.2%FS/年






在小孔径小公差的检测中(主要是H7级公差及以下)的检测,常见的方式是采用塞规检测。但这类塞规由于设计公差范围较小,加工难度大,无法读取准确的数值,计量检测无法保证,在其不能满足检测需要的情况下,新的检测手段应该如何选择呢?
PART 01 当前检测方法分析
以孔径(φ6~φ30)的H7级公差为例计算的塞规尺寸如表所示。目前采用塞规检测方法主要存在的弊端包括:

塞规制作成本高
根据工具车间和同行业的数据分析,只有塞规的公差大于0.003 mm时,塞规才能保证95%以上的产品合格率;当小于0.0015mm时,只能保证33%的合格率;当小于0.0025mm且大于0.0015mm时,只能保证67%的合格率。
使用成本高
通端的下差和磨损极限的差值即为磨损量,磨损量越小,塞规的使用寿命越短。
计量困难
根据计量室反馈,由于设计公差范围太小,约在0.014mm左右,加工难度大,无法读取准确的数值,计量检测无法保证,验收合格率低。
产品加工困难
因为塞规吃掉了产品要求公差的一部分公差,导致产品加工时压缩到产品图要求尺寸的中差,因而对加工的要求也相应提高了(见图1)。

图1 塞规的原理结构
以壳体类零件经常使用的工艺销子孔φ11H7为例,根据《塞规、卡板的计算程序》计算所得(见图2),计算产品被压缩之后的:

图2 φ11H7塞规的计算
PART 02 解决方案分析
针对以上原因,提出以下几种方案供参考使用:
方案一:加大塞规的设计公差
针对制造和检验提出的问题,可以加大通端和止端的设计公差为0.003mm,保证90%以上的成品率;加大磨损量到0.003mm,增加检具的磨损量(见图3)。

图3
同样以φ11H7为例,产品被压缩之后的实际要求尺寸Sj=0.009mm。即对产品图的要求尺寸更加严格了,公差为原先的一半,产品图要求的φ11H7在机加工过程中要控制在φ11H5级,导致加工难度增加,因误判导致的产品合格率降低。
方案二:使用气动量仪
气动量仪因其与塞规相比能精确读数、成本低,同时还能检测内孔的圆度、锥度,两孔中心距、同轴度、垂直度等而在小公差尺寸检测的应用上越来越广泛。

因气动量仪使用时要求安装在没有振动的工作台上,以保证浮标能自由的上下移动,不与玻璃管壁相碰,而且没有显著的摆动现象。测工件时,把工件水平平稳地放在工作台上,测头校准之后插入孔内,量仪示值为内径;旋转测头一周量仪示值差为圆度;测头在孔内上下移动一定距离可测量孔是否有锥度,通过三角函数换算可得到锥度值。
因为测量时要求工件水平平稳地放在工作台上,而壳体类零件有一部分尤其是大壳产品体积庞大、质量重,则要求工作台一定要足够大,同时有移动设备。很明显该类检具不适合大的壳体类检测。
方案三:使用电子塞规
电子塞规是近年发展起来可替代气动量仪和塞规的高效孔径测量仪器。电子塞规由电子塞规本体和电子测微显示仪组成。电子塞规的传感器一般采用开启式差动变压器原理,这种结构特点是测量范围宽,可达1~2mm。电子塞规本体由塞规体、专用导套和硬质合金侧头等组成。与塞规配套的电子放大器一般选用模拟放大电路和向敏检波器等组成。

图4 电子塞规

图5 电子塞规小尺寸
电子塞规精度高,综合测量误差小于0.001mm,稳定、可靠、耐用,可在生产车间常温条件下长时间使用,它完全可以替代塞规、三爪内径千分尺及内径量表等测孔检具,可快速、方便地测量通孔的直径、椭圆度和锥度。

图6 上下限环规
电子塞规采用两个硬质合金测头进行接触测量,测力小、耐磨性好。测头安装具有自锁功能,安装调整方便。一般情况下,按用户的订货要求设计专用导套,专用的导套保证了测量时的间隙、导向和定心,测量的孔径准确、客观和快速。图4、图5分别是大小不一样的电子塞规结构图。尾线部分连接测量的显示仪器,每个都配有两个上下限环规(见图6),图7是快换测头。

图7 快换侧头
使用时,测量时电子塞规测头应处在导套直径方向上,若导套直径偏离测头轴线方向,则测量的是弦而不是工件的直径,如图8所示。其产生的偏心误差可用下式表示:

